
|
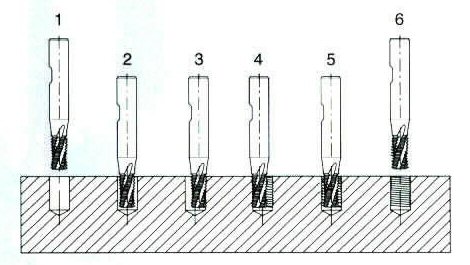 |
.:The principle of thread milling
(1) Initial position of thread mill....... (2) Quick approach of thread mill....... (3) Helical approach interpolation........ (4) Complete helical interpolation of pitch value....... (5) Helical clearance towards centre...... (6) Quick retraction of thread mill |
.:Micrograined Carbide
Risond thread milling cuttersare manufactured from solid sub-micrograin carbide. The fine grain structure, typically less than 0.7μm, enables the thread mills to keep their cutting edgelong after other grades would have failed.
.:Easily Reground
By regrinding along the flute face while maintaining the correct rake angle, the thread is form relieved and does not require to be reground. Most Risond thread mills are manufactured with female centres at both ends to facilitate this.
.:Power requirements
The thread milling process uses low power and torque, therefore even the smallest machines are capable of machining large diameter threads.
.:Coatings
All current types of coating are available including Tin TiCN AITin etc.
.:Special Design
Special thread mills can be supplied to order, in any size, quantity, and thread form. |
.:Guide to thread milling application
Thread milling is a process of thread production by helical interpolitation. It can and should be used on CNC machining centres and CNC lathes with powered tooling facility.
1. Why choose thread milling?
The process has virtually everything going for it.
- Versatility:one cutter produces internal, external, right and left hand, all sizes and class of fit, all materials for any Constant pitch.
- Quality: the thread produced is of superior quality to any other threading method excluding grinding.
- Consistency: selection of the correct cutter will produce repeated accuracy of size and quality, affected less by variations in material than other processes.
- Longest life: the process allows use of superior grades of HSS and Carbide, which combined with its natural
cutting action, results in significantly longer tool life>
- Speed: selection of the correct Carbide cutter will produce a cycle time quicker than “rigid tapping”.
2. Where not to thread mill.
- Very deep small holes.
- Lack of fixture rigidity.
3. Range of thread milling.
- From 3mm dia upwards, however, generally from 4mm dia upwards as a standard, any pitch can be produced.
4. Comparison of thread mills.
- Solids: correct cutter selection is essential for optimum performance. Choosing from a standard range is not ideal. Grades of material and suitability of cutting geometry do vary.
- Indexables: this type of cutter is inferior in every respect. It is slower, offers shorter edge life even before a
solid is reground, has less rigidity, requires special holders and is far less cost effective.
5. When HSS or Carbide?
It depends on the customer requirement.
The main factors are as follows: material being cut, length of thread being cut, cycle time required, batch sizes.
6.Other features of solid, regrindable thread milling cutters.
Specially designed cutters can produce first thread chamfer, counterbores, combined drilling and milling.
7.Concluding, if a customer has thread milling capacity, then it should be considered prior to tapping or screw cutting. |
Working in partnership with Mercury Thread Gauges, Microprise, OSG and Manigley.
Web site contents © Copyright Mercury Gauging & Tooling Ltd. 2010, All rights reserved. |


